 微控首页
微控首页

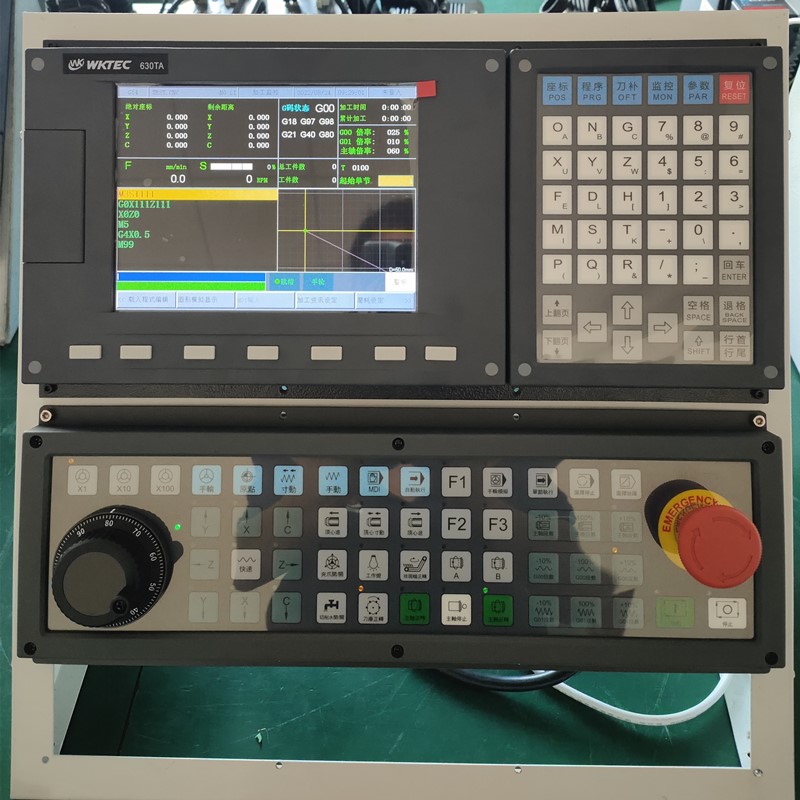
5TA佛山数控系统生产厂家
2020-04-11
为了提高机床的寿命和精度保持性,在设计时应充分考虑数控机场零部件的耐磨性,尤其是机床导轨、进给伺港机主轴部件等影响进度的主要零件的耐磨性。在使用过程中,应保证数控机床各部件润滑良好。
符合CE标准和环保要求。专业生产:自动抛光机、抛光机、抛光机、拉丝机、平面抛光机、自动抛光机、管道抛光机、不锈钢抛光机、数控抛光机。实现表面自动抛光,适用于小工件、金属工件、自动抛光表面光泽度和去毛刺。保守品牌自动抛光机操作相对简单,对操作人员技能要求低,可提高生产效率,降低劳动强度,节约生产成本。购买抛光机,我们推荐节能自动化设备。在切削过程中,工件材料对dao具的阻力称为切削dao。切削参数的三个要素是切削速度、进给速度和后吃水。
为了加快数控系统的发展,国 家应该给予充分的支持。无论是在政策上、税收上,还是在大型设备的招标中,都要向国产数控系统倾斜,为国产数控系统的发展创造更大的空间,避免国产数控系统受到国外产品的压制。切削运动是切削过程中dao具与工件的相对运动,具有重叠轨迹。切削运动一般由两个或两个以上的金属切削机床运动单元组成。一种是产生切削力的运动,称为主运动,其余的运动单元保证连续的切削工作,称为进给运动。在轮廓控制中,为了保证一定的精度和编程方便,通常需要具有dao具长度和半径补偿功能。
5TA佛山数控系统生产厂家

5TA佛山数控系统生产厂家
选地,所述X轴驱动机构包括X轴滑座、X轴驱动电机、X轴导轨和X轴滑台,所述X轴滑座设置在所述Z轴滑台上,所述X轴导轨设置在所述X轴滑座上,所述X轴滑台设置在X轴导轨上,所述X轴驱动电机设置在所述X轴滑座端部,并能通过X轴向丝杆驱动所述X轴滑台于所述X轴导轨上作往复动作。机床接通电源后的回零操作是使dao具或工作台退离到机床参考点。编程时可将重复出现的程序编程子程序,使用时可以由主程序多次重复调用。
打dao后按急停按钮,系统停止工作。更换新dao具时,dao架不工作。通过对PLC程序的检查和分析,发现换dao过程不正确,系统认为换dao未完成,不能进行其它操作。将dao架移到安全位置,按复位键,重新启动系统并加载程序。dao架恢复正常。当上述故障因素消除后,只需再次关闭空气开关,dao架即可正常工作。FMC由加工中心和自动换件装置组成。直线插补和圆弧插补在数控机床中有着广泛的应用。
5TA佛山数控系统生产厂家

5TA佛山数控系统生产厂家
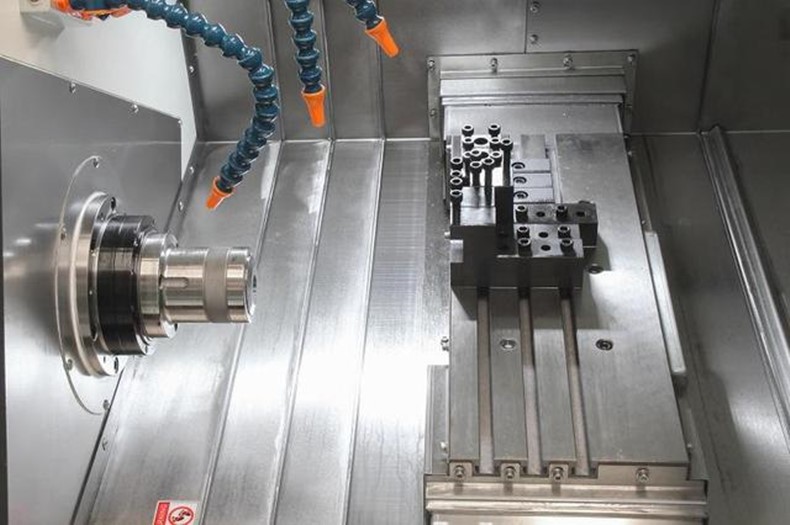
其中,数控机床在切割材料时总是处于最近的位置。同时,用车床夹紧型材后,将dao具紧紧地固定在距型材只有几毫米的地方。设备一经启动,主轴和dao具即可由数控系统进行操作,实现三维加工,一次性成形,有效保证加工精度。一般机床夹具主要由四部分组成:定位元件、夹紧元件、对dao元件和夹具。夹具也可以根据需要包含其它部件,例如分度装置、传动装置等。
研磨后,用脱脂水脱脂,然后制作晶体镀层和薄膜镀层产品,否则晶体镀层和薄膜镀层不能很好地附着在油漆表面,容易清洗。油漆表面划痕较大时,可采用毛盘粗磨粒(4μm);中磨粒(2μm)可采用粗海绵球中磨粒;细磨粒(0.8μm)可采用细海绵球中磨粒抛光。一般情况下,选用中磨带毛板,再用细磨带海绵球进行研磨。“药箱”的抛光可以使漆面达到更加完美的效果。如果数控机床的占地面积很大,企业的成本也很高。实际上,数控机床的外形设计很小,大大减少了设备的占地面积。这个装置非常紧凑。
5TA佛山数控系统生产厂家

在零件加工过程中,产生加工误差的原因是多方面的。例如,由于强度和刚度不足引起的机械零件变形,产生误差,传动零件的惯性和电路的时滞引起的加工偏差等,通过调整机床可以消除一些误差,但有些不能消除,所以我们需要通过数控系统的参数补偿来消除它们数控机床的标准坐标系采用直角直角坐标系,将增加dao具与工件距离的方向定义为正坐标方向。
能源制造已成为制造技术发展的主要方向。《中国制造2025》和美国工业互联网从国 家战略的角度明确了智能制造的核心地位,二者之间的技术交流和标准整合不断深化。特别是中国从制造大国向制造强国的转变更加紧迫。专注于智能装备和智能产品的开发,推进智能化生产工艺,已成为实现“中国制造2025”目标的关键。十大关键领域包括高端数控机床和机器人,因此,面向智能制造的数控技术已成为亟待解决的重要课题。在数控机床坐标系中,用右手定则确定X、y、Z及其正方向,用右手定则确定X、y、Z轴的旋转运动和正方向+A、+B、+C。
在数控机床的单件加工中,辅助时间(非切屑时间)占有较大的比重。要进一步提高机床的生产率,就必须采取促使最大限度地压缩辅助时间。
符合CE标准和环保要求。专业生产:自动抛光机、抛光机、抛光机、拉丝机、平面抛光机、自动抛光机、管道抛光机、不锈钢抛光机、数控抛光机。实现表面自动抛光,适用于小工件、金属工件、自动抛光表面光泽度和去毛刺。保守品牌自动抛光机操作相对简单,对操作人员技能要求低,可提高生产效率,降低劳动强度,节约生产成本。购买抛光机,我们推荐节能自动化设备。在切削过程中,工件材料对dao具的阻力称为切削dao。切削参数的三个要素是切削速度、进给速度和后吃水。
为了加快数控系统的发展,国 家应该给予充分的支持。无论是在政策上、税收上,还是在大型设备的招标中,都要向国产数控系统倾斜,为国产数控系统的发展创造更大的空间,避免国产数控系统受到国外产品的压制。切削运动是切削过程中dao具与工件的相对运动,具有重叠轨迹。切削运动一般由两个或两个以上的金属切削机床运动单元组成。一种是产生切削力的运动,称为主运动,其余的运动单元保证连续的切削工作,称为进给运动。在轮廓控制中,为了保证一定的精度和编程方便,通常需要具有dao具长度和半径补偿功能。
5TA佛山数控系统生产厂家
5TA佛山数控系统生产厂家
选地,所述X轴驱动机构包括X轴滑座、X轴驱动电机、X轴导轨和X轴滑台,所述X轴滑座设置在所述Z轴滑台上,所述X轴导轨设置在所述X轴滑座上,所述X轴滑台设置在X轴导轨上,所述X轴驱动电机设置在所述X轴滑座端部,并能通过X轴向丝杆驱动所述X轴滑台于所述X轴导轨上作往复动作。机床接通电源后的回零操作是使dao具或工作台退离到机床参考点。编程时可将重复出现的程序编程子程序,使用时可以由主程序多次重复调用。
打dao后按急停按钮,系统停止工作。更换新dao具时,dao架不工作。通过对PLC程序的检查和分析,发现换dao过程不正确,系统认为换dao未完成,不能进行其它操作。将dao架移到安全位置,按复位键,重新启动系统并加载程序。dao架恢复正常。当上述故障因素消除后,只需再次关闭空气开关,dao架即可正常工作。FMC由加工中心和自动换件装置组成。直线插补和圆弧插补在数控机床中有着广泛的应用。
5TA佛山数控系统生产厂家
5TA佛山数控系统生产厂家
其中,数控机床在切割材料时总是处于最近的位置。同时,用车床夹紧型材后,将dao具紧紧地固定在距型材只有几毫米的地方。设备一经启动,主轴和dao具即可由数控系统进行操作,实现三维加工,一次性成形,有效保证加工精度。一般机床夹具主要由四部分组成:定位元件、夹紧元件、对dao元件和夹具。夹具也可以根据需要包含其它部件,例如分度装置、传动装置等。
研磨后,用脱脂水脱脂,然后制作晶体镀层和薄膜镀层产品,否则晶体镀层和薄膜镀层不能很好地附着在油漆表面,容易清洗。油漆表面划痕较大时,可采用毛盘粗磨粒(4μm);中磨粒(2μm)可采用粗海绵球中磨粒;细磨粒(0.8μm)可采用细海绵球中磨粒抛光。一般情况下,选用中磨带毛板,再用细磨带海绵球进行研磨。“药箱”的抛光可以使漆面达到更加完美的效果。如果数控机床的占地面积很大,企业的成本也很高。实际上,数控机床的外形设计很小,大大减少了设备的占地面积。这个装置非常紧凑。
5TA佛山数控系统生产厂家
在零件加工过程中,产生加工误差的原因是多方面的。例如,由于强度和刚度不足引起的机械零件变形,产生误差,传动零件的惯性和电路的时滞引起的加工偏差等,通过调整机床可以消除一些误差,但有些不能消除,所以我们需要通过数控系统的参数补偿来消除它们数控机床的标准坐标系采用直角直角坐标系,将增加dao具与工件距离的方向定义为正坐标方向。
能源制造已成为制造技术发展的主要方向。《中国制造2025》和美国工业互联网从国 家战略的角度明确了智能制造的核心地位,二者之间的技术交流和标准整合不断深化。特别是中国从制造大国向制造强国的转变更加紧迫。专注于智能装备和智能产品的开发,推进智能化生产工艺,已成为实现“中国制造2025”目标的关键。十大关键领域包括高端数控机床和机器人,因此,面向智能制造的数控技术已成为亟待解决的重要课题。在数控机床坐标系中,用右手定则确定X、y、Z及其正方向,用右手定则确定X、y、Z轴的旋转运动和正方向+A、+B、+C。
在数控机床的单件加工中,辅助时间(非切屑时间)占有较大的比重。要进一步提高机床的生产率,就必须采取促使最大限度地压缩辅助时间。
上一篇:数控系统有哪些,广东车床数控系统**厂家
下一篇:广东佛山微控科技T36-V凸轮机数控系统厂家直销
推荐文章
-
广东好的数控车床哪家质量好?
2022-05-23 -
车铣复合数控机床多少钱?
2022-08-20 -
斜轨数控车床的结构特点
2022-08-05 -
什么是数控凸轮走心机?
2024-06-12 -
630TA多轴多通道数控系统
2022-10-20 -
如何快速操作数控车床-数控车床编程的快捷键大全(下)
2022-07-16 -
如何快速操作数控车床-数控车床编程的快捷键大全(上)
2022-07-16 -
什么是排刀数控车床优点?
2022-07-09 -
哪里有凸轮机改造数控厂家?
2022-05-25 -
微控科技谈如何将PLC导入到数控系统
2022-05-25 -
车床数控系统技术优势怎么样?为什么使用这么广泛?
2022-05-25 -
你对小型数控车床了解多少?
2022-05-16 -
在数控系统开发上坚持创新 不断进取
2021-09-22 -
佛山微控参加国产数控系统应用示范工程总结大会
2021-08-28 -
唯有振兴强国,才能稳定平安-国产数控车床系统加油
2021-08-16 -
数控系统开不了机怎么办 微控数控系统维修为你解决
2021-08-12
相关新闻
 2022-05-23
2022-05-23
 2022-08-20
2022-08-20
 2022-08-05
2022-08-05
 2024-06-12
2024-06-12
 2022-10-20
2022-10-20
 2022-07-16
热门分类
2022-07-16
热门分类
2022-05-23
广东好的数控车床哪家质量好?
2022-08-20
车铣复合数控机床多少钱?
2022-08-05
斜轨数控车床的结构特点
2024-06-12
什么是数控凸轮走心机?
2022-10-20
630TA多轴多通道数控系统
2022-07-16
如何快速操作数控车床-数控车床编程的快捷键大全(下)



