微控首页
微控首页


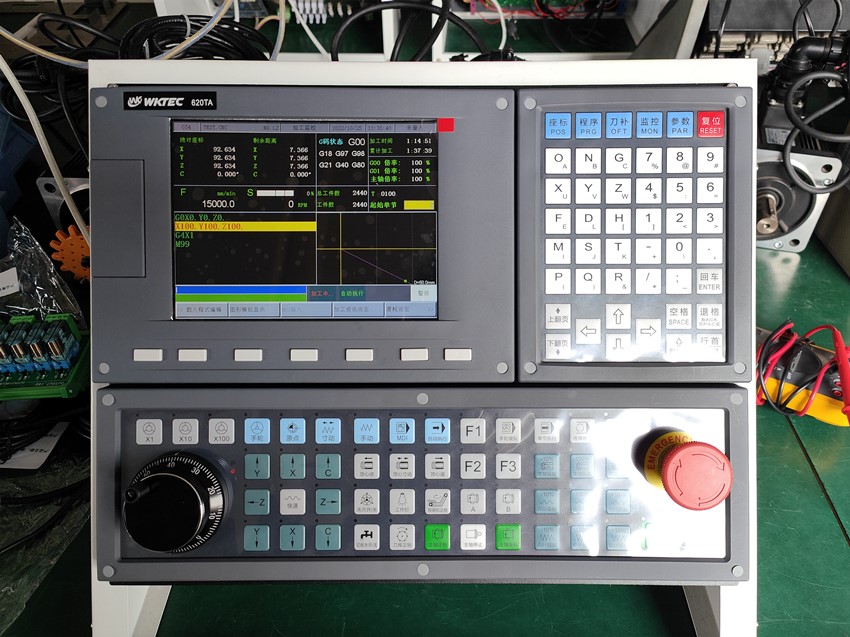
6TA车床数控系统
车床数控系统
本系统是佛山微控工业自动化科技有限公司自主开发研制针对数控工具车床、自动化车床的数控系统。该系统采用32位高性能CPU和超大规模可编程门阵列集成电路芯片CPLD构成控制核心,实现μm级精度运动控制。系统功能强,性能稳定,界面显示直观简明、操作方便。
-
6TA车床数控系统型号说明:
本系统是佛山微控工业自动化科技有限公司自主开发研制针对数控工具车床、自动化车床的数控系统。该系统采用32位高性能CPU和超大规模可编程门阵列集成电路芯片CPLD构成控制核心,实现μm级精度运动控制。系统功能强,性能稳定,界面显示直观简明、操作方便。系统操作简单直观,通过编程可以完成外圆、端面、切槽、锥度、圆弧、螺纹等加工,具有较高的性能价格比。6TA车床系统可控制5个进给轴、2个模拟主轴,1ms 高速插补,0.1μm 控制精度,显著提高了零件加工的效率、精度和表面质量。
采用32位高速CPU,硬件插补,0.001mm级精度,最高速度30m/min。
主板采用多层线路板,表贴元件,MECHATROLINK-MII协议,集成度高。
整机工艺结构合理,抗干扰能力强,可靠性高。
完善的自诊断功能,输入、输出实时显示,出现异常立即报警。
具有子程序及嵌套功能、刀补功能、坐标系重设等。
屏幕为8英寸LED屏,分辨率为800×600像素。
全中文界面,菜单式操作,完整的帮助信息,详细的参数说明,操作更方便易学。
电子盘总容量为240MB,单个程序最大容量为2MB,**保存数据,出错后可快速恢复。
I/O端口用户可自行重定义。
RS232通讯接口、USB接口,与PC机双向通讯,方便灵活。
系统软件用户可自行升级。操作分级管理,更安全,更科学。
宏程序功能,允许用户自行设计新指令。
各轴独立控制伺服绝对值电机运动。
可以做图形界面及设置。


6TA车床数控系统优势:
速度优势
最高快速移动速度可达60m/min
最高切削速度可达30m/min
切削进给:前加减速直线型、前加减速S型、后加减速直线型、后加减速指数型
快速移动:前加减速直线型、前加减速S型、后加减速直线型、后加减速指数型
加减速的起始速度、终止速度和加减速时间由参数设定
系统具有前瞻功能,最多可预读15 段NC 程序,使小线段插补高速平滑,适于零件加工
精度优势
丝杠螺距补偿、记忆型螺距误差补偿,最大程度提高机加工精度
1ms高速插补,控制精度 1μm、0.1μm 可选,显著提高了零件加工的效率、精度和表面质量。
接口优势
用户可自行编辑I/0逻辑控制,36输入/36输出,输入信号可实现高低电平在线切换
PLC程序通信下载
USB 可移动U盘拷贝接口,可实现U盘DNC功能、实现外接海量存储器、可实现系统升级、参数、梯图拷贝/还原
RS232:零件程序、参数等文件双向传输,支持PLC程序、系统软件串口升级
可配外挂手轮或面板式手轮
主轴变频控制,进给轴脉冲控制
操作优势
全屏幕编辑系统,在线修改刀补、参数等操作
二维刀具轨迹显示,且图形可任意放大、缩小、平移,图形坐标系方向可更改
可实现多级密码保护,如程序、参数、梯图保护,方便现场管理
兼容国内外主流数控系统指令代码
主轴速度实时修调
任意程序段开始加工,任意刀具号开始加工
加工过程中,单段与连续随意切换
支持程序/程序段/字检索、修改、删除、复制、粘贴
可查看报警记录,方便查找程序错误或机床故障
支持帮助功能,可查看代码意思和操作指引
支持在线编辑PLC
支持多PLC程序(最多20个),当前运行的PLC程序可选择
中英文界面切换
用户自定I/O
-
控制联动轴数 X、Y、Z、A轴联动
最小移动单位 0.001mm
最大指令值 ±99999.999mm
配套电机 伺服绝对值(17位或23位)
快速移动速度 伺服30000mm/min.
快速移动倍率 25%、50%、75%、100%共4级
进给速度范围 5~30000mm/min
进给速度倍率 0~150%共16级
每分钟进给/每转进给 有
恒线速控制 有
宏程序功能 有
插补方式 直线、圆弧、螺纹、循环等
单一/复合循环 有
螺纹切削 直螺纹、锥螺纹、多头螺纹、螺纹旋进、螺纹退尾、螺纹赶刀
单程序段 有
任意段启动 有
子程序调用 有
直径/半径编程 有
圆弧半径R指定 有
自动轨迹模拟 有
M功能定点定时输出 有
手轮 选配(带轴选标准手轮)、手轮试切
刀具补偿 刀具长度补偿:32组;刀尖半径补偿:(C型)
反向间隙 有
主轴功能 档位控制、双模拟量控制(0~10V)
电子齿轮 1~127:1~127
电机方向 用参数调整
旋转轴 可设定任意轴和旋转范围
限位 软限位、硬限位
返回参考点 粗定位、精定位
刀具偏置 32个
对刀方式 实测方式、修调方式
坐标修调 有
自诊断功能 有
手动/自动 可自由切换
输入/输出口 输入48个,经光电隔离。输出30个,可直接驱动24V直流继电器。
每个输出口均带有自恢复熔丝,由于误接线而损坏接口电路的情况可以避免。
辅助功能 点动、手动、MDI、自动方式、控制主轴正转、反转、停止、冷却启停、定时润滑、夹紧/松开、尾座进退、三色灯。
显示界面 8英寸LED屏,分辨率为800×600像素,全中文菜单带操作提示,报警提示参数说明,帮助信息。
开机画面 用户可重设计
报警信息 系统报警、MST报警、程序报警
程序容量 240MB电子盘
程序编程 相对/绝对混合编程全屏自由编辑
通讯功能 有
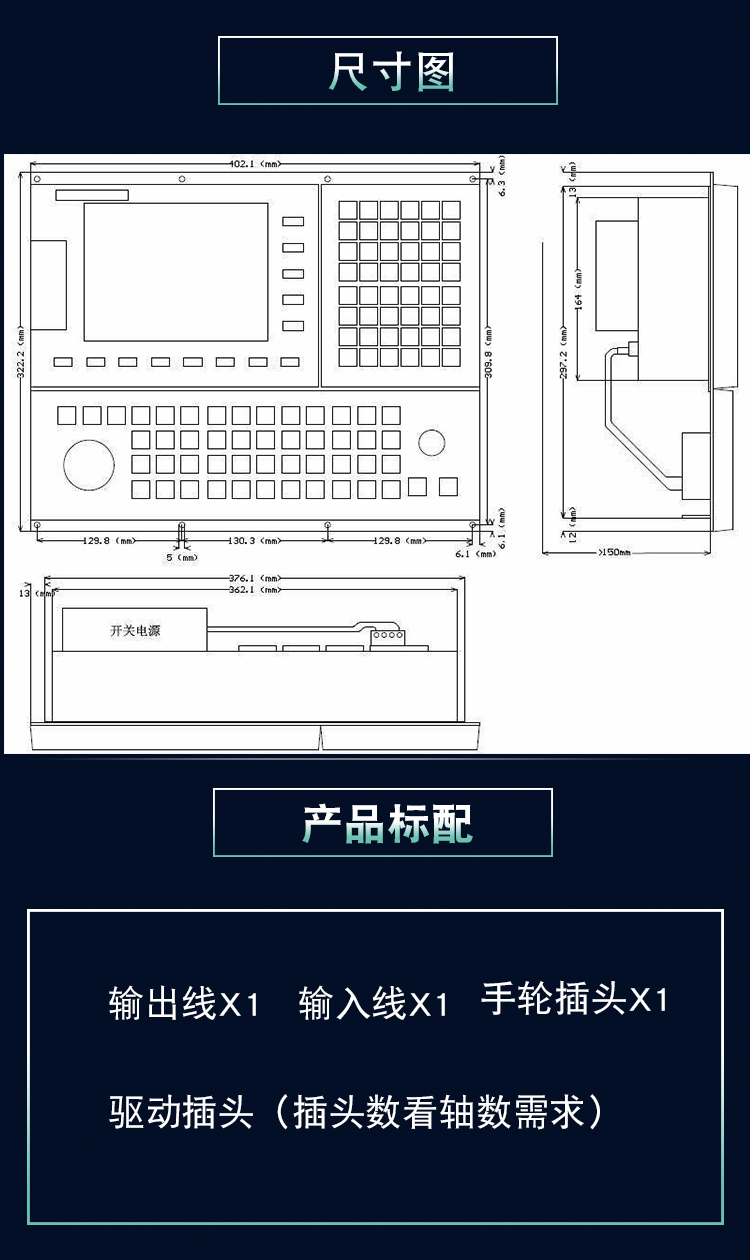
结构安装形式 分体嵌入安装