 微控首页
微控首页

数控滚齿机系统操作手册
2025-09-10数控系统构成
现代数控滚齿机的核心是精密复杂的CNC控制系统,该系统由三大关键模块组成:数控装置、伺服驱动系统和传感反馈网络。数控装置作为"大脑",集成了高性能计算机硬件和专业加工软件,操作人员可通过人机界面输入齿轮模数、齿数、螺旋角等36项加工参数,系统能在0.05秒内完成轨迹规划运算。
数控滚齿机系统可以实现任意齿数的加工,采用专用滚齿指令,实现多轴联动滚削直齿 或斜齿。
一、 加工轴的定义 X、Z、A、C 共 4 个轴,均为伺服控制轴。A 轴为工件旋转轴,C 轴为滚刀旋转轴。
加工时,使用滚齿指令,实现 A 轴和 C 轴严格准确的旋转关系和旋转速度,实现齿轮的滚
削;X 轴为齿轮径向进给轴,用于控制滚削径向定位,Z 轴为齿轮轴向进给控制轴,用于控
制沿齿轮轴向的移动进给。
二、 调试系统齿轮参数 按系统面板右上方【座标键】,将显示屏底部黄色光标切换至【齿轮参数】,见下方页面, 即可调节齿轮参数。滚直齿与斜齿只需调节模数至斜齿差动调节速度之间的参数。滚齿机数控系统厂家


特别注释: 左旋 0/右旋 1/蜗轮 2/鼓齿 3/锥齿 4:滚直齿默认选 0;滚斜齿时,左旋为左斜齿、右旋为右斜齿 齿顶圆直径:齿外围直径 齿深:齿的总深度 齿根圆定位慢速速度:由进刀点滚进齿根的进给速度 第二刀进刀深度:相对第一刀再进距离(半径值) 第三刀进刀深度:相对第二刀再进距离(半径值) 斜齿差动调节速度:每滚完一次斜齿完成后,A 轴回正的速度 三、 系统内部主要参数 1. 状态参数 015 Bit1=1
用于设定 C 轴为旋转/直线轴 =1:旋转轴 =0:直线轴
2. 状态参数 013 Bit1=1
用于设定 A 轴为旋转/直线轴 =1:旋转轴 =0:直线轴
3. 数据参数 091、092
091:调整 A 轴电子齿轮比(分子) 092:调整 A 轴电子齿轮比(分母)
4. 数据参数 131、132
131:调整 C 轴电子齿轮比(分子) 132:调整 A 轴电子齿轮比(分母)滚齿机数控系统组成是什么
2.1.2 两刀滚削 滚削路径: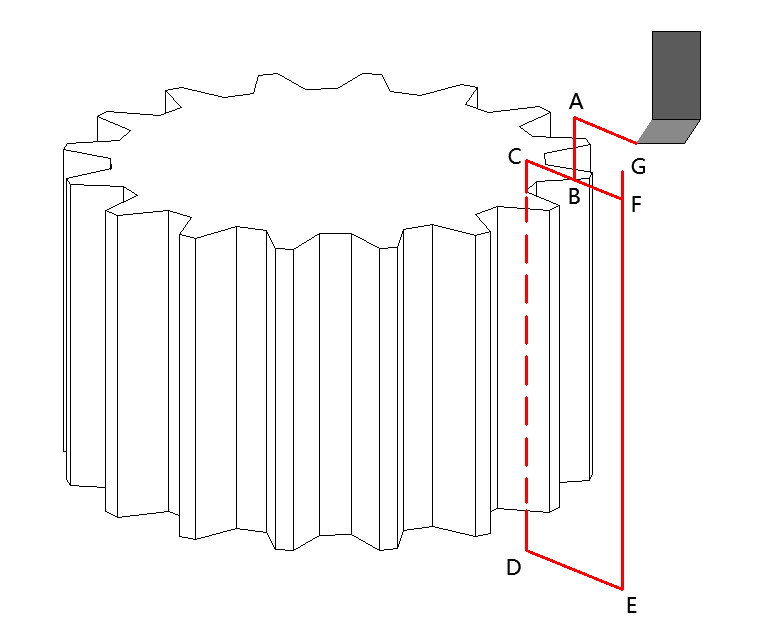
滚齿机数控系统程序执行过程: 1) A 轴与 C 轴回零点 2) C 轴按填入的滚刀转速转动,A 轴以适配 C 轴的转速转动 3) 滚齿刀按进刀点快速定位 X 坐标快速移动到 A 点 4) 从 A 点按进刀点快速定位 Z 坐标移动快速到 B 点,到位后切削液开启 5) 从 B 点以齿根圆定位慢速速度,按【齿深减第二刀进刀深度,即第一刀进刀深度】 慢速滚到 C 点(CG 段为第二刀进刀深度) 6) 从 C 点按滚削长度与滚削进给速度滚到 D 点 7) 从 D 点按退刀点 X 坐标快速移动到 E 点 8) 从 E 点按滚削长度快速移动到 F 点 9) 从 F 点按进刀点快速定位 X 坐标快速移动到 B 点 10) 从 B 点以齿根圆定位慢速速度,按填入的齿深慢速滚到 G 点 11) 从 G 点按填入的滚削长度与第二刀滚削速度滚到 H 点 12) 从 H 点按退刀点 X 坐标快速移动到 E 点 13) 从 E 点按填入的滚削长度快速退刀到 F 点 14) 从 E 点按退刀点 Z 坐标快速移动到 I 点 15) 切削完成,切削水停止、主轴停转
上一篇:数控车床分类及对刀的技巧
下一篇:数控机床加工尺寸偏差的七大原因及解决方案
推荐文章
-
使用数控走心机的过程中出现抖动该怎么办?
2026-07-29 -
走心机是什么?详谈走心机动力头如何铣圆弧、送料机的安装方法
2026-06-25 -
数控走心机好学吗?
2026-03-06 -
数控机床加工尺寸偏差的七大原因及解决方案
2025-11-04 -
冬季如何选择合适自己的数控车床
2024-11-25 -
数控车床分类及对刀的技巧
2025-07-08 -
浅谈车铣复合数控机床常见问题与解决方法
2024-12-17 -
斜轨数控车床如何保持加工铝件的稳定性
2024-07-31 -
实用车铣复合数控机床特点、选型和建议
2024-05-06 -
新手入门选择数控车床有哪些注意的地方?
2023-02-03 -
如何确定小数控车床的几个坐标轴?
2022-10-09 -
关于小数控车床更换油液的注意事项
2022-09-15 -
什么是斜床身36型数控排刀机?
2022-06-14 -
如何选择高精度的小型数控车床?
2022-02-21 -
新手如何使用双主轴数控走心机?
2026-01-15 -
数控走心机的加工技术是什么
2026-01-15
 2026-07-29
2026-07-29
使用数控走心机的过程中出现抖动该怎么办?
 2026-06-25
2026-06-25
走心机是什么?详谈走心机动力头如何铣圆弧、送料机的安装方法
 2026-03-06
2026-03-06
数控走心机好学吗?
 2025-11-04
2025-11-04
数控机床加工尺寸偏差的七大原因及解决方案
 2024-11-25
2024-11-25
冬季如何选择合适自己的数控车床
 2025-07-08
2025-07-08
数控车床分类及对刀的技巧



